CNC tokarilica
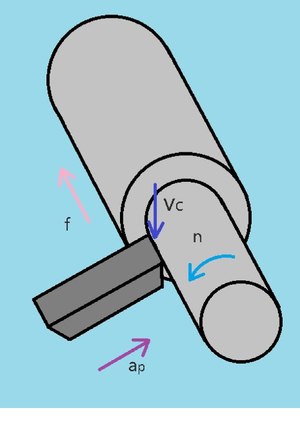
CNC tokarilica je vrsta tokarilice s CNC upravljanjem, a koristi se za tokarenje ili strojnu obradu okruglih (rotacijskih) dijelova. Ovisno o načinu stezanja mogu se obrađivati i dijelovi koji nisu simetrični kao što je na primjer koljenasto vratilo. Glavno gibanje je kružno i ostvaruje ga obradak stegnut u steznu glavu. Pomoćno gibanje je pravocrtno (translacijsko) i izvodi ga alat.[1]



















CNC tokarilica (engl. Computer Numerical Control) ili brojčano upravljani alatni stroj danas je sve više u upotrebi. Strojevi imaju jednu ili dvije stezne glave (amerikanera), jedan ili dva suporta s revolverskom glavom. Alati mogu biti bez ili s pogonom, te se tokarilice pretvaraju u obradne centre. Jednostavnim programiranjem moguće je proizvoditi složene predmete. Također je moguće CAD-CAM tehnologijom upotrijebiti programske naredbe iz 3D crteža.[2]
Objašnjenje
urediMeđu prvim konstruiranim CNC strojevima bile su i tokarilice. S razvojem NC upravljanja tokarilice su se razvijale u konstrukcijskom i upravljačkom dijelu pa ih ima različitih vrsta. Prema položaju radnog navojnog vretena tokarilice se mogu podijeliti na:
- vodoravne (imaju vodoravno radno vreteno) i
- okomite ili karusel tokarilice.
Vodoravnu tokarilicu susrećemo gotovo u svakoj strojarskoj radionici, a okomite su rijetke i uglavnom se primjenjuju za obradu predmeta velikih izmjera (dimenzija). Pravac i smjer glavnih osi određuje se na temelju pravila desne ruke i okomite tokarilice imaju uglavnom dvije osi koje se označuju sa X i Z. Vodoravne tokarilice mogu imati dvije, tri, četiri i šest osi. Pozitivni smjer osi Z usmjeren je od radnog vretena prema van i poklapa se s osi radnoga vretena, a pozitivni smjer osi X ovisi o smještaju nosača alata (s prednje ili stražnje strane). Bez znanja o smjerovima osi na stroju nije moguće programirati stroj.
CNC tokarilica s 3 osi ima dodatnu os koja se obično označuje s C u apsolutnom modu, a H u inkrementnom. Dodatne mogućnosti su joj poprečno glodanje, izrada žljebova, izrada poprečnih provrta i slično. Ta os služi kao zamjena za jednostavnije operacije na glodalici, ali često ima određena ograničenja.
Tokarilica s 4 osi ima potpuno drugačiji način programiranja od one s 3 osi. Programiranje te tokarilice svodi se zapravo na programiranje rada dviju dvoosnih tokarilica istovremeno. Pri tome jedna obavlja obradu vanjskih površina, a druga obradu unutarnjih površina.
CNC tokarilice sa 6 osi su posebne (specijalne) tokarilice s dva spremnika (magazina) alata te sa setom od tri osi po spremniku alata. Koriste se u radionicama za izradu vijaka i slično.
Uobičajene operacije obrade na CNC tokarilici
urediUobičajene operacije koje se izvode na CNC tokarilicama, ovisno o korištenim alatima jesu:
- uzdužno vanjsko i unutarnje tokarenje,
- obrada čela (poprečno tokarenje),
- izrada žljebova,
- odsijecanje,
- zabušivanje i bušenje,
- profilna obrada (kugla, utor),
- narezivanje i urezivanje navoja,
- izrada konusa.
Kvaliteta obrađene površine kreće se od Ra 0.2 µm (N4) pri završnoj finoj obradi.
Alati za tokarenje
urediAlati se smještaju u revolversku glavu prema planu alata. Revolverska glava može imati 6, 8 ili 12 mjesta za smještaj alata. Svako mjesto označeno je odgovarajućim brojem. Najčešće na tokarilici alati na mjestu s parnim brojem su za vanjsko tokarenje, a na mjestu s neparnim brojem služe za obradu unutarnjih ploha ili bušenje. S obzirom na os vrtnje (rotacije) revolverske glave u odnosu prema osi vrtnje obratka razlikuju se 3 vrste revolverskih glava:
- paralelne osi vrtnje (manji prostor, ali i opasnost od sudara),
- os vrtnje revolver glave okomita na os radnog komada (zauzima veći prostor, sudar izbjegnut) i
- koso postavljena os vrtnje revolverske glave (kompromisno rješenje).
Simulacija obrade na CNC tokarilici
urediSimulacija strojne obrade može se vršiti u ravnini XZ odabirom izbornika Simulation ili u prostoru odabirom izbornika 3D View. Simulacijom obrade provjerava se ispravnost pisanja naredbi programa te putanja alata. Simulacija ne prepoznaje tehnološke pogreške kao što su pogrešan smjer vrtnje, loše izabran režim rada, pogrešne vrijednosti korekcija alata, uporaba naredbe G0 umjesto G1 i slično.
Odabirom tipke Simulation otvara se prozor za simulaciju u 2D koji nam grafički prikazuje trenutnu poziciju alata, posmak (eng. Feed), alat (eng. Tool), stanje ili status simulacije (eng. Run/Reset/Stop), postavu simulacije (eng. Settings) te omogućuje povećanje ili smanjenje prikaza putanje alata.
Prikazane boje na ekranu znače sljedeće:
- svijetlo zelena - putanja alata u radnom hodu;
- tamno zelena - putanja alata u brzom hodu;
- žuta- simbol alata, središnjica i tako dalje;
- plava- pomoćne crte kružnog gibanja.
Start pokreće simulaciju, Reset prekida i vraća na početak, a Single omogućuje praćenje simulacije blok po blok pritiskanjem tipke Start. lzbornik Edit vraća u program.
3D simulacija
urediOdabirom 3D View otvara se prozor simulacije u prostoru. Vodoravna alatna traka nudi izbornike Start, Reset, Single i Edit koji imaju isto značenje kao i kod prikaza u ravnini. Okomita alatna traka nudi izbornike View, Parameter, Workpiece i Tool.
lzbornik View omogućuje odabir pogleda na izradak (2D, 2D sjenčano ili 3D) te odabir presjeka (bez presjeka, gornji polovični presjek, donji polovični presjek ili puni presjek). Također je moguće zadati i veličinu prikaza (<100% umanjenje, >100% uvećanje).
lzbornik Parameter daje nekoliko mogućnosti:
- Clamping omogućuje prikazivanje stezne glave (eng. Clamping device visible) ili ne, postavljanje stezanja na automatiku (ako postoji na stroju) te prikazivanje konjića ili ne (eng. Tailstock visible).
- Resolution omogućuje prilagodbu kvalitete prikaza mogućnostima računala. Ona može biti: visoka (eng. High), srednja (eng. Medium) i niska (eng. Low).
- Prikaz alata (eng. Tool presentation) može biti:
- Volume model - prikazuje alat kao neprozirno trodimenzionalno tijelo,
- Transparent volume model - prikazuje alat prozirnim,
- Wire model - prikazuje alat kao žičani model,
- No tool representation - ne prikazuje alat.
- Opći parametri (eng. General) omogućuju:
- otkrivanje sudara (eng. Colision detection) alata i izratka u brzom hodu, alata i stezne glave, te dijelova alata koji ne režu materijal s izratkom ili steznom glavom;
- prikaz simulacije od strojne nul točke (MCS) ili nul točke obratka (WCS);
- zadavanje brzine simulacije rezanja (eng. Cutting).
lzbornik Workpiece daje skicu pripremka (sirovca) u koju se upisuje:
- udaljenost točke W od nul točke M;
- udaljenost točke W do čeone površine pripremka (dodatak za poravnavanje);
- duljinu obratka nakon poravnavanja. To je vrijednost koja se upisuje u naredbu TRANS, ako smo prije toga odredili točku A na čelu stezne glave;
- promjer izratka;
- udaljenost čeone površine izratka do čeljusti stezne glave.
lzbornik Tools omogućuje postavljanje alata za obradu. U polju Toolholder pozicioniramo se na broj alata koji smo odredili u programu. Zatim se pozicioniramo u polje Tools te pronađemo potreban alat. S Take tool postavljamo označeni alat u označeni držač alata. Na mjesta s parnim brojem postavljamo alat za vanjsko tokarenje, a alat za unutarnje tokarenje ili bušenje na neparni broj. Po postavljanju svih potrebnih alata potvrđujemo odabir funkcijskom tipkom OK.
Referentne točke
urediCNC strojevi imaju tri međusobno neovisna geometrijska sustava:
Svaki od tih sustava ima proizvoljno (dogovorno) odabranu referentnu (nul) točku. Da bi vođenje oštrice alata bilo moguće, potrebno je precizno odrediti matematičku vezu među pojedinim referentnim točkama. Sve referentne točke određuju se s obzirom na strojni koordinatni sustav:
- M - strojna nultočka (eng. Machine zero point) određuje ju proizvođač CNC stroja i ne može se mijenjati. Ona je ishodište strojnoga koordinatnog sustava i od nje se proračunavaju svi pomaci alata;
- W - nultočka izratka (eng. Workpiece zero point) je proizvoljno odabrana točka na obratku. S obzirom na tu točku programiraju se sve koordinate točaka putanje alata u apsolutnom koordinatnom sustavu.
- N - referentna točka alata (eng. Tool mount reference point) je početna točka od koje se mjere svi alati. Leži na osi držača alata. Određuje ju proizvodač CNC stroja i ne može se mijenjati.
- R - referentna točka stroja (eng. Reference point) je točka u radnom području stroja koja je određena krajnjim prekidačima. Služi za umjeravanja (kalibriranje) mjernog sustava. Pri uključivanju stroja, a prije početka izrade, alat moramo dovesti u točku R po svim osima.
- B - početna točka alata (eng. Begin point). Od te točke prvi alat počinje s obradom i u njoj se obavlja izmjena alata. Ne mora biti neophodno određena.
- A - privremena nultočka obratka. Smješta se na čelo stezne glave, a postavlja se naredbom G54.
Koordinatni sustav stroja i izratka
urediPri uključivanju CNC stroja aktivan je strojni koordinatni sustav s ishodištem u točki M. Na tokarilicama se točka M nalazi u osi stezne glave. Koordinatni sustav stroja određen je osima XM i ZM, a koordinatni sustav izratka osima XW i ZW s ishodištem u točki W. Određivanje pozitivnog smjera koordinatnih osi slijedi položaj prstiju desne ruke (pravilo desne ruke). Na CNC tokarilicama osnovni koordinatni sustav je dvoosni (X i Z), a os Y se ne koristi.
Strojni koordinatni sustav nije pogodan za programiranje jer bi se sve koordinate izratka morale računati s obzirom na točku M. Zbog toga je potrebno postaviti koordinatni sustav izratka kao aktivni (vrijedeći) koordinatni sustav. To činimo tako da odredimo geometrijsku vezu među osima koje prolaze kroz točku M i točku W. To omogućuje da zadajemo koordinate točaka u koordinatnom sustavu izratka, a stroj te koordinate sam preračunava u koordinate strojnoga koordinatnog sustava.
Na tokarilicama se prvi pomak provodi funkcijom G54 na čelo stezne glave (A), a zatim naredbom TRANS na čelo obrađene površine izratka. Time se lako određuje položaj točke W mjerenjem duljine izratka. Referentna točka po osi X mora biti u simetrali predmeta.
Referentna točka alata
urediZadnja referentna točka vezana je za alat. Kod tokarilice se ona nalazi na čeonoj površini revolverske glave i to na promjeru na kojem se nalazi prihvat alata za bušenje. Korekcijom duljine alata nultočka N se "pomiče" na vrh alata. Na tokarskim noževima referentna točka je zamišljeni (imaginarni) vrh alata.
Pravocrtna gibanja alata
urediGibanje u brzom hodu
urediOd pokretanja CNC računalnog programa do njegova završetka alat izvršava niz gibanja: neka su produktivna (rezanje materijala), a druga su neproduktivna (pozicioniranje). Pri pozicioniranju alat se giba kroz zrak i nije u dodiru s obratkom. Takvo gibanje izvodi se vrlo velikom brzinom da bi se smanjilo neproduktivno vrijeme, a time i ukupno vrijeme obrade. Naziva se gibanje u brzom hodu. Najveća brzina alata u brzom hodu određena je konstrukcijom stroja. Naredba za programiranje brzog hoda je modalna, a oblik programiranja je:
- G0 X... Z... - u pravokutnome koordinatnom sustavu
gdje su X i Z koordinate točke u koju alat treba doći (napomena: naredbe G0 i G00 imaju potpuno jednako značenje).
Kod mnogih strojeva gibanje alata u brzom hodu od točke u kojoj se trenutno nalazi (točka 1) do ciljne točke (točka 2) nije po najkraćoj putanji (pravac kroz točke 1 i 2), već je podijeljeno u dva gibanja. Alat se u početku giba u smjeru obje osi najvećom mogućom brzinom posmaka što dovodi do gibanje pod kutom od 45˚. To gibanje se vrši sve dok alat ne postigne neku od koordinata ciljne točke. Nakon toga alat se giba duž samo jedne osi sve dok ne stigne u ciljnu točku. Zbog ovakve putanje alata i zbog velikih brzina gibanja alata treba biti oprezan pri programiranju putanje gibanja u brzom hodu jer svaki sudar alata s obratkom ili steznim priborom osim loma alata, oštećivanja obratka, steznog pribora ili stroja, može dovesti i do ozljede CNC operatera.
Programiranje prilazne i povratne putanje
urediVažan dio svakog programa za tokarenje je programiranje prilazne putanje alata obratku koji se okreće. Za predobrađene površine i sve druge površine čije su izmjere (dimenzije) u uskim tolerancijama, preporučeni sigurnosni razmak je 2 do 3 mm (4 do 6 mm u promjeru). Za obratke kao što su odljevci i otkivci kojih izmjere mogu biti u širem rasponu, preporučuje se sigurnosni razmak od najmanje 6 mm. Za veće promjere obradaka sigurnosni razmak također treba biti veći.
Kad su početne površine već obrađene, u daljnjem tijeku obrade kao najmanja udaljenost od površine pri pozicioniranju alata se može uzeti dva puta polumjer (polumjer Rv) vrha oštrice alata (u smjeru promjera četiri puta polumjer vrha oštrice). Povrat alata u smjeru osi Z (povratna putanja) treba izvršiti u više koraka:
- kretanje s G1 od točke 2 do točke 3;
- kretanje s G0 od točke 3 do točke 4;
- pozicioniranje za sljedeći radni prolaz s G0 u točku 5.
Povrat alata direktno od točke 2 do točke 1 se ne preporuča, a povrat alata po putanji od točke 3 do točke 5 će dovesti do sudara alata s obratkom.
Gibanje u radnom hodu
urediGibanje u radnom hodu se koristi za strojnu obradu, to jest ulazimo alatom u materijal. Alat se giba pravocrtno s posmakom koji se zadaje prije ili u bloku s naredbom G1. Naredba je modalna. Oblik programiranja u pravokutnom koordinatnom sustavu je:
- G1 X... Z...
ili sa zadavanjem posmaka F:
- G1 X... Z... F
gdje su X i Z koordinate točke u koju alat treba doći. Za izračun međutočaka putanje upravljačka jedinica primjenjuje postupak linearne interpolacije.
Skošenje ili zaobljenje
urediKod naredbe za pravocrtno gibanje G1 moguće je umetnuti skošenje ili zaobljenje. Zaobljenje se može umetnuti između dvije ravne crte ili između ravne crte i kružnog luka. Skošenje se umeće simetrično u odnosu na kut konture. Pri tome se u naredbi G1 zadaju koordinate točke zamišljenog sjecišta bridova (na slici označene s X1 Z1).
- CHF=... - skošenje konture,
- CHR=... - duljina skošenja konture,
- RND=... - zaobljenje konture,
- RNDM=... - zaobljenje konture modalno,
- FRC=... - posmak pri skošavanju,
- FRCM=... - posmak priskošavanju modalni.
Ako FRC ili FRCM nije zadano primjenjuje se posmak određen s F.
Adresa ANG
urediPri opisivanju konture obratka, ponekad ciljnu točku gibanja nije moguće direktno zadati preko koordinata X i Z jer je na crtežu opisana pomoću kuta i jedne koordinate X ili Z. U takvim slučajevima za zadavanje gibanja u radnom hodu naredbom G1 moguće je koristiti adresu ANG. Oblik programiranja je:
- G1 ANG=... X... (ili Z...)
ANG je kut gibanja alata od točke u kojoj se alat nalazi do ciljne točke u odnosu na os Z.
Kružno gibanje alata
urediOsim pravocrtne (linearne) interpolacije, upravljačka jedinica omogućuje i kružnu interpolaciju. Krug ili kružni luk se približava (aproksimira) nizom malih dužina. Početak i kraj svake dužine računa se pomoću trigonometrijskih funkcija. Kružni luk ili kružnica su matematički određeni s tri podatka. Prvi podatak je točka u kojoj se trenutačno nalazi alat, i to je početna točka kružnog luka (točka 1). Druga dva podatka su logička kombinacija sljedećih podataka:
- X, Y, Z - koordinate krajnje točke kružnog luka (točka 2);
- CR - polumjera (radijusa) kružnog luka;
- AR - kuta kružnog luka u stupnjevima;
- I, J, K - koordinate središta kružnog luka u odnosu prema točki A (inkrementni sustav) ili I=AC(...), J=AC(...), K=AC(...) (apsolutni sustav mjerenja).
Kružno gibanje zadaje se na jedan od sljedećih načina:
- G2/G3 X... Y... Z... I... J... K...
- G2/G3 AP=... RP=...
- G2/G3 X... Y... Z...CR=...
- G2/G3 AR=... I... J... K...
- G2/G3 AR=... X... Y...Z...
- CIP X... Y... Z... I1=... J1=... Kl=...
gdje je:
- G2 ili G02 - kružno gibanje u radnom hodu u smjeru kazaljke na satu;
- G3 ili G03 - kružno gibanje u radnom hodu suprotno smjeru kazaljke na satu;
- CIP - kružni luk kroz točke (eng. CIrcle through Points);
- I1, J1, K1 - koordinate međutočke kružnog luka.
Posmak kojim će se izvoditi kružno gibanje zadaje se prije ili u bloku s naredbom G2 (odnosno G3). Naredbe G2 i G3 su modalne.
Programiranje kružnog luka pomoću adrese I, J, K
urediParametri I, J, K određuju središte kružnog luka. Za većinu upravljačkih jedinica zadaju se inkrementno u odnosu prema početnoj točki alata, ali se mogu zadati i pomoću apsolutnih koordinata (na primjer J=AC(25)). Ako se bilo koji od parametara I, K ili koordinate ciljne točke zadaju pogrešno, upravljačka jedinica će javiti pogrešku, što se ne događa pri programiranju luka pomoću CR adrese.
Kružni luk kroz točke
urediMoguće je zadati gibanje alata po kružnom luku ako su poznate tri točke na njemu: početna, završna i bilo koja točka između njih. Zadaje se naredbom CIP (eng. Clrcle through Points). Naredba je modalna. Oblik programiranja:
- CIP X... Y... Z... I1=... J1=... K1=...
gdje su I1, J1, K1 koordinate međutočke kružnog luka.
Koordinate točke 2 i međutočke zadaju se u apsolutnom sustavu mjerenja ako je aktivna naredba G90, ili u inkrementnom sustavu mjerenja ako je aktivna naredba G91. U sustavu G91 točka 2 i međutočka zadaju se u odnosu prema točki 1.
U starijim inačicama SINUMERIK 810/840D moguć je samo luk u ravnini, to jest koordinata Z točke 1 ista je kao i točke 2.