Izbor režima obrade
Izbor režima obrade kod tokarenja podrazumijeva izbor vrijednosti sljedećih parametara:
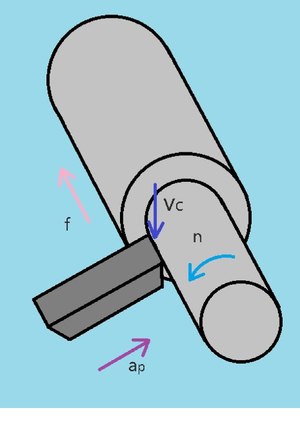








Brzina rezanja je brzina kojom se materijal (obradak) kreće u odnosu prema oštrici reznog alata prilikom rezanja.
Posmak ili posmična brzina pri gruboj obradi je vezan uz geometriju pločice i dubinu rezanja. Posmak ne treba biti veći od pola (1/2) polumjera vrha pločice (na primjer tokarskog noža). Pri finoj (čistoj) obradi posmak (mm/okr) je određen zahtijevanom kvalitetom hrapavosti obrađene površine.
Dubina rezanja što je veća, broj prolaza će biti manji, a time i vrijeme izrade kraće.
Vrijednosti se biraju na osnovi:
- vrste materijala obratka,
- vrste materijala reznog alata i geometrije alata (kutovi, izmjere ili dimenzije, polumjer vrha pločice),
- tipa operacije i vrste strojne obrade (gruba, čista ili fina obrada),
uvažavajući ograničenja vezana uz:
- kvalitetu obrade (tolerancije, hrapavost površine),
- stroj (snaga, okretni moment, najveća brzina vrtnje i najveći posmak),
- sigurnost (brzina vrtnje povezana sa stezanjem obratka, nebalansiranost stegnutog obratka),
- tehničko-ekonomske kriterije (troškovi proizvodnje, produktivnost) koji ovise o životnom vijeku alata, a time i o odabranim parametrima obrade.
Određivanje vrijednosti parametara obrade može se temeljiti na:
- iskustvu tehnologa obrade odvajanjem čestica;
- priručnicima i katalozima proizvodača alata;
- računalnim sustavima za određivanje parametara obrade.[1]
Optimalna brzina rezanja
urediZa dani materijal i dani skup uvjeta rezanja postoji najbolja (optimalna) brzina rezanja. Glavni čimbenici na osnovi kojih se računa optimalna brzina rezanja jesu:
- vrsta materijala koji se obrađuje, to jest rezljivost materijala; materijali s većim otporom za rezanje razvit će više topline, a time će temperatura i alata i obratka biti veća;
- vrsta materijala alata, to jest sposobnost alata da izdrži toplinu bez gubitka reznih svojstava;
- vrsta obrade (fina ili gruba obrada);
- ekonomični životni vijek alata (trošak oštrenja ili nabave novog alata s obzirom na količinu proizvedenih proizvoda). Na životni vijek alata neposredno utječe toplina koja se razvija pri obradi (proizvedena toplina ne predstavlja problem, ako se može odvoditi jednako brzo kao što se i stvara).
Materijali koji se koriste za izradu alata imaju neku graničnu temperaturu nakon koje se oštrica brzo zatupljuje. Prosječne vrijednosti tih temperatura dane su u tablici:
| Materijal alata | Granična temperatura (°C) |
|---|---|
| Visokougljični čelik | 150 |
| Brzorezni čelik (HSS) | 600 |
| Legure | 700 |
| Volframovi karbidi i titanijevi karbidi | 870 |
| Oksidna keramika | 1 150 |
Brzina rezanja se računa pod pretpostavkom da su ispunjeni optimalni uvjeti rezanja što podrazumijeva:
- stalno i dobro hlađenje;
- optimalna količina odvojenog materijala;
- odgovarajuću krutost sustava obradak - alat – stroj;
- neprekinuti rez (u usporedbi s prekinutim kada se tokari pravokutni pripremak);
- povoljnu strukturu materijala (bez otvrdnutih dijelova, uključaka pijeska (nakon lijevanja), ogorine i slično).
Ograničavajući čimbenici pri odabiru najveće brzine rezanja mogu biti:
- svojstva stroja (snaga, okretni moment, najveća brzina vrtnje i najveći posmak);
- tehničko stanje stroja (starost stroja, održavanje i slično).
Prevelika brzina rezanja može uzrokovati preveliko trošenje alata, lom alata ili odvajanje dijelova alata i to dovodi do mogućih opasnih uvjeta rada. Također može dovesti i do pregrijanja izratka što dovodi do njegovog znatnijeg širenja. Nakon hlađenja takav obradak će imati manje izmjere (dimenzije) od potrebnih. Jednako tako, pregrijavanje nekih materijala može dovesti do strukturnih promjena u površinskom sloju, mijenjajući mu na taj način svojstva.
Brzina vrtnje vretena kod tokarenja
urediNa osnovu brzine rezanja vc (na primjer preporuke proizvođača alata) računa se broj okretaja vretena n (okr/s):

ili n (okr/min):

gdje je: d - promjer obratka u metrima, vc - brzina rezanja u m/s.
Kako brzina rezanja direktno utječe na vrijeme obrade, a značajno utječe i na veličine pri stvaranju odvojene čestice i pri trošenju oštrice reznog alata te na ostvarenje odgovarajuće kvalitete obrađene površine, potrebno ju je optimirati. U primjeni su najčešće dva kriterija optimiranja:
- najkraće vrijeme obrade jednog komada (najveća produktivnost),
- najniži trošak obrade jednog komada (najveća ekonomičnost).
Optimalni posmak
urediNajveće vrijednosti posmaka u ovisnosti o polumjeru vrha pločice tokarskog noža dane su u tablici niže:
| Polumjer vrha pločice (mm) | 0,4 | 0,8 | 1,2 | 1,6 | 2,4 |
|---|---|---|---|---|---|
| najveći posmak (mm/okr) | 0,13 - 0,25 | 0,25 - 0,50 | 0,35 - 0,70 | 0,5 - 1,0 | 0,7 - 1,5 |
Posmak se bira tako da se postigne najveće volumno odstranjivanje materijala za danu krutost sustava obradak-stroj-alat te raspoloživu snagu stroja.
Pri finoj obradi posmak (mm/okr) je određen zahtijevanom kvalitetom hrapavosti obrađene površine.
| Hrapavost površine | Polumjer vrha pločice (mm) | |||||
| Stare oznake | Ra | Rt | 0,4 | 0,8 | 1,2 | 1,6 |
| Posmak (mm/okr) | ||||||
| N6 | 0,8 | 1,6 | 0,07 | 0,1 | 0,12 | 0,14 |
| N7 | 1,6 | 4 | 0,11 | 0,16 | 0,19 | 0,22 |
| N8 | 3,2 | 10 | 0,17 | 0,15 | 0,30 | 0,35 |
| N9 | 6,3 | 16 | 0,22 | 0,32 | 0,39 | 0,45 |
Za postizanje vrlo male hrapavosti Ra < 0,8 μm veliki utjecaj ima i stanje rezne oštrice alata.
Na osnovu odabranog posmaka može se izračunati brzina posmaka vf (mm/min):

Dubina rezanja
urediPri gruboj obradi dubina rezanja ograničena je dodatkom za obradu i snagom stroja, a povezana je s brzinom rezanja i posmakom. Što je veća dubina rezanja, broj prolaza će biti manji, a time i vrijeme izrade kraće.
Pri finoj obradi dubina rezanja je mala kako bi se dobila dobra kvaliteta obrade:
- 0,2 mm < ap <0,5 mm.
Količina odvojenog materijala
urediNakon određivanja parametara vc, f i ap, može se izračunati količina odvojenog materijala Q (mm3/min):

Primjer izbora režima obrade
uredi| Materijal obratka | Vrsta reza1) |
Nož | Brzina rezanja4) vc240 (m/min) | ||||||||
| vrsta | čvrstoća Rm (N/mm2) |
tvrde kovine2) |
kutovi na alatu3) | pri posmaku f (mm/okr) | |||||||
| γ (˚) | γf (˚) | λ (˚) | 0,1 | 0,2 | 0,4 | 0,8 | 1,6 | ||||
| čelični lijev |
< 520 | m v |
P 10 P 30 |
6 6 |
- - 5 |
0 - 4 5 - 10 |
135 - |
110 - |
95 40 |
80 32 |
- 27 |
| 520 - 700 | m v |
P 10 P 30 |
6 6 |
- - 5 |
0 - 4 5 - 10 |
110 - |
90 - |
75 30 |
65 25 |
- 22 | |
| > 700 | m v |
P 10 P 30 |
6 6 |
- - 7 |
0 - 4 5 - 10 |
70 - |
60 - |
50 20 |
45 17 |
- 14 | |
| meki čelik |
< 520 | m v |
P 10 P 30 |
15 12 |
- - 3 |
0 - 4 5 - 10 |
250 - |
210 - |
180 85 |
150 70 |
- 60 |
| polutvrdi čelik |
500 - 700 | m v |
P 10 P 30 |
12 10 |
- - 3 |
0 - 4 5 - 10 |
220 - |
185 - |
155 65 |
130 55 |
- 45 |
| tvrdi čelik |
700 - 1000 | m v |
P 10 P 30 |
10 8 |
- - 3 |
4 - 6 5 - 10 |
165 - |
135 - |
110 45 |
85 35 |
- 25 |
| legirani čelik |
400 - 1000 | m v |
P 10 P 30 |
6 6 |
0 - 7 |
0 - 4 5 - 10 |
85 - |
65 - |
55 22 |
45 18 |
- 14 |
| 1400 - 1800 | m v |
K 10 K 10 |
4 4 |
0- 3 - 7 |
0 - 4 5 - 10 |
- | 30 | 25 | 15 | - | |
| Mn tvrdi čelični lijev |
- | m s |
K 10 K 10 |
0 0 |
- - 5 |
0 - 4 5 - 10 |
- | 18 | 15 | - | - |
| Mn tvrdi čelik kovani |
- | m s |
P 20 P 20 |
4 4 |
- - 5 |
0 - 4 5 - 10 |
- | 18 | 15 | - | - |
| nehrđajući čelik lijevani |
600 - 700 | m s |
K 10 K 10 |
6 6 |
- - 5 |
0 - 4 5 - 10 |
30 | 25 | 20 | 15 | - |
| nehrđajući čelik kovani |
600 - 700 | m s |
P 10 P 20 |
12 12 |
- 0 |
0 - 4 5 - 10 |
80 - |
65 40 |
50 30 |
45 25 |
- |
| alatni čelik |
1500 - 1800 | m s |
K 10 K 10 |
0 0 |
- - 5 |
3 - 5 3 - 5 |
23 | 18 | 15 | 12 | - |
Napomena:
- 1) m - mali presjek, neprekinuti rez s dubinom rezanja do 3 mm i posmakom do 0,3 mm;
- s - srednji presjek, prekinuti rez s dubinom rezanja do 6 mm i posmakom do 0,6 mm;
- v - veliki presjek, prekinuti rez s dubinom rezanja do 10 mm i posmakom do 1,5 mm;
- 2) Vrste tvrdih kovina.
- 3) Kutovi na alatu: γf je kut fasete na prednjoj plohi, širokoj od 0,5 do 2 posmaka; α = 8˚. Kut fasete na stražnjoj plohi αf = 8˚.
- 4) vc240 brzina rezanja za postojanost T = 240 minuta. Za drugačiju postojanost alata vrijede omjeri:
- vc60 : vc240 : vc480 = 1,26 : 1 : 0,89[2]